 产品类别
产品类别
Prodcts产品展示
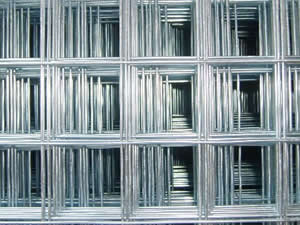
镀锌电焊网
-

镀锌电焊网选用优质铁丝,通过精密的自动化机械技术加工制成,具有网面平整,结构坚固,整体性强的特点
镀锌电焊网选用优质铁丝,通过精密的自动化机械技术加工制成,具有网面平整,结构坚固,整体性强的特点。电焊网片成型后进行镀锌(热镀)耐腐蚀性好,具有一般铁丝网不具备的优点。我公司生产的镀锌电焊网,常规英标生产,网面平滑整齐,结构坚固均匀,整体性能好,是整个铁质电焊网片中防腐蚀性能最强的,也是铁质电焊网片用途最广泛的网类之一。优质的防腐蚀性使它在饲养业中倍受青睐,平滑整齐的网面,增加了观感,能起一定的装饰作用,此特点也使它在采矿业中有所表现,由于采用低碳优质的材质作原料,使它独具一般铁质筛网不具有有柔韧性,确定了它在使用过程中的可塑性,从而可用于五金工艺方面的深加工制造。
编织及工艺:分先焊后镀、先镀后焊,又分热镀锌、电镀锌
 镀锌电焊网1 |
表面处理:电镀锌、热镀锌
特征:
* 即使局部裁截或局部承受压力也不致发生松劲现象
* 由优质的低碳钢丝和不锈钢丝通过自动化系统和精密的焊接技术焊接而成
* 网面平整,网目均匀
* 焊点坚固,色泽光亮、整体性强
* 防腐、防锈性能强
* 成本大大低于铁质筛网的成本,更能体会它的经济、实惠
用途:
* 广泛用于工业、农业,如机器防护罩,花木围栏,盛蛋筐,护窗栏
* 用于养殖业,如兽畜围栏,家禽笼
* 建筑、交通运输、采矿等方面,如通道围栏,家庭办公室食品筐、纸篓及装饰用,复杂墙体的批荡,地下防漏防龟裂,轻型的网体,用于墙体保温
|
镀锌电焊网2 |
镀锌电焊网3 |
|
镀锌电焊网4 |
镀锌电焊网5 |




|
镀锌电焊网6 |

技术规格:
|
丝径 mm |
网孔 |
网长m |
网宽m | ||
|
径间距mm |
纬间距mm | ||||
|
10 |
100--500 |
30--300 |
1--8 |
0.5--3 | |
|
9 |
100--500 |
30--300 |
1--8 |
0.5--3 | |
|
8 |
100--500 |
30--300 |
1--8 |
0.5―3 | |
|
7 |
50--200 |
20--300 |
1--8 |
0.5―3 | |
|
6 |
50--200 |
20--200 |
1--8 |
0.5―3 | |
|
5 |
50--200 |
10-200 |
1--8 |
0.5―3 | |
|
4 |
30--200 |
10--200 |
1--8 |
0.5―3 | |
|
2-4 |
25--100 |
10--100 |
1--6 |
0.5--3 | |
|
注:网孔经、纬间距可任意调整,根据客户需求定做生产 | |||||
电焊网工艺流程
一、电焊网焊接工艺
1、先把纬丝通过调直机调直,放在送丝机上,注意两边放齐。径丝通过输线板。
2、根据丝和网孔的大小,调整变压器档位(1-8),同时辅助调整热量档位。(参见表1)
3、调整偏心轮行程,调整拉杆长度到适当位置。调整触头压力。
4、启动点火开关,启动电机,慢慢启动调速表,开始焊网。
表1
目数 |
丝径mm |
变压器档位(1-8) |
1/2″×1/2″ |
0.4-0.6 |
1-3 |
0.7-1.0 |
5-6 |
|
1.1-1.2 |
7-8 |
|
1″×1″ |
0.45-0.7 |
1-3 |
0.8-1.0 |
4-5 |
|
1.1-1.7 |
6-7 |
|
1″×2″ |
0.7-1.0 |
2-3 |
1.1-1.5 |
4-5 |
|
1.6-2.0 |
6-8 |
|
2″×2″ |
0.7-1.0 |
2-3 |
1.1-1.5 |
4-5 |
|
1.6-2.3 |
6-8 |
|
3″×3″ |
1.0-1.3 |
3-4 |
1.4-230 |
5-8 |
|
3/4″×3/4″ |
0.5-0.7 |
1-3 |
0.8-1.0 |
4-5 |
|
1.0-1.3 |
6-7 |
二、焊网工艺
1、使用设备:点焊网机
2、操作步骤
(1)启动电源,开动机器的各个按钮,使机器进入预备状态。
(2)将丝(经丝)穿入点焊网机的模具内。
(3)开动机器,使其进入到工作状态,电焊网机将按定好的尺寸把丝(纬丝)依次点焊在经丝上。
(4)点焊网机电流调节表
表2
丝径mm |
级别 |
电流调节档位 |
周波 |
4-6 |
1 |
1、1、1 |
1-3 |
2 |
1、2、1 |
||
3 |
2、1、1 |
||
3-4 |
4 |
1、2、2 |
2 |
5 |
2、1、2 |
||
6 |
1、1、2 |
||
2-3 |
7 |
2、2、1 |
1-2 |
8 |
2、2、2 |
三、电焊网焊接工艺
1、先把纬丝通过调直,放在落丝料斗上,同时将经丝调直,放在送丝机上。
2、根据钢筋直径的大小、网孔尺寸调整焊接电流、时间和转速大小。(见表3)
3、调整偏心轮行程,调整拉杆长度到适当位置。
4、启动点火开关,启动电机,慢慢启动调速表,开始焊网。
表3
网格尺寸cm |
钢筋直径mm |
电流档位0-120 |
时间档位(0-120) |
转速0-1800r/min |
5×5 |
3.0-4.5 |
100 |
4 |
1500 |
4.5-5.0 |
120 |
6 |
||
5.0-6.0 |
120 |
9 |
||
6×6 |
3.0-4.5 |
100 |
3 |
|
4.5-5.0 |
120 |
4 |
||
5.0-6.0 |
120 |
9 |
||
8×8 |
3.0-4.5 |
100 |
3 |
|
4.5-5.0 |
120 |
4 |
||
5.0-6.0 |
120 |
9 |
||
10×10 |
3.0-4.5 |
80 |
2 |
|
4.5-5.0 |
100 |
4 |
||
5.0-6.0 |
120 |
6-8 |
||
15×15 |
3.0-4.5 |
80 |
2 |
|
4.5-5.0 |
100 |
3 |
||
5.0-6.0 |
120 |
6-8 |
注:上述数据以1m网宽为例,其他网宽参照执行。网宽增加则电流、时间可适当调整。
电焊网计算公式
电焊网通用计算公式:丝经x丝经x目数x长x宽÷2=kg
目数=1英寸(25.4mm)÷孔径(净)
1英寸电焊网重量计算公式: 丝经×丝经× 长 x 宽÷2= kg
1英寸x1/2英寸电焊网重量计算公式: 丝经× 丝经× 长 x 宽÷4 x 3= kg
1/2英寸电焊网重量计算公式: 丝经×丝经× 长 x 宽= kg
1/3英寸电焊网重量计算公式: 丝经×丝经× 长 x 宽 x 3 x 048= kg
1/4英寸电焊网重量计算公式: 丝经× 丝经× 长 x 宽x 2= kg
3/4英寸电焊网重量计算公式: 丝经× 丝经× 长 x 宽÷2 x 133= kg
3/8英寸电焊网重量计算公式: 丝经× 丝经× 长 x 宽x 135= kg
5/8英寸电焊网重量计算公式: 丝经× 丝经× 长 x 宽÷5 x 8÷2= kg
2英寸x4英寸电焊网重量计算公式:丝经× 丝经× 长 x 宽÷2x 0375= kg
1英寸x2英寸电焊网重量计算公式:丝经× 丝经× 长 x 宽÷2x 075= kg
2英寸x3英寸电焊网重量计算公式:丝经× 丝经× 长 x 宽÷2x 0415= kg
2英寸 x 2英寸电焊网重量计算公式:丝经× 丝经× 长 x 宽÷4= kg
3英寸 x 3英寸电焊网重量计算公式: 丝经× 丝经× 长 x 宽÷6= kg
4英寸x4英寸电焊网重量计算公式: 丝经× 丝经× 长 x 宽÷2x 025= kg
3英寸x4英寸电焊网重量计算公式: 丝经× 丝经× 长 x 宽÷2x 029= kg
电焊网卷径计算方法=丝径×长×255 之后开方
电焊网中英对照翻译
中文 |
英文 |
荷兰电焊网 |
Holland Electric Welded Wire Mesh |
大型电焊网 |
Heavy Electric Welded Mesh |
特种电焊网 |
Special Electric Welded Wire Mesh |
不锈钢电焊网 |
Stainless Steel Electric Welded Mesh |
电焊网片 |
Welded Wire Mesh Panel |
涂塑电焊网 |
Coated Welded Wire Mesh |
重型电焊网 |
Heavy Welded Wire Mesh |
热镀电焊网 |
Hot Dipped Welded Wire Mesh |
PVC涂塑电焊网 |
PVC Coated Welded Wire Mesh |
铁丝电焊网 |
Iron Wire Welded Wire Mesh |
镀锌电焊网 |
Galvanized Welded Wire Mesh |
冷镀电焊网 |
Cold-plated Welded Wire Mesh |
镀铬电焊网 |
Chrome-plated Welded Wire Mesh |
热镀锌电焊网 |
Hot dip galvanized Welded Wire Mesh |
电镀锌电焊网 |
Electro-galvanized Welded Wire Mesh |
石油用网电焊网 |
Oil Mesh Welded Wire Mesh |